

上海精密模切设备厂商
昆山艾诺森电子有限公司是家集研发、生产、销售于体的科技型企业,近年来公司不断吸纳技术人才,引进先进的生产设备及先进的管理模式。公司主营模切类产品、冲压类产品、球顶类产品。
05≤0,08≤0,10≤0,13≤0,15,四,冲裁件产生翘曲变形原因,有间隙作用力和反作用力不在一条线上产生力矩,(凸凹模间隙过大及凹模刃口带有反锥度时,或顶出器与工件接触面积太小时产生翘曲变形)。
4、紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换,五金冲压件应用我们生活当中的各个领域范围,如民用品锅碗瓢盆,工业品汽车电子配件等,这些冲压件形状各异,所发挥的作用也不相同。
板件叠料由于模具压边力过小,拉延过程中板料流动过快,料片尺寸过短等因素造成叠料不仅影响冲压件品质,给生带来制约,同时对模具造成一定损坏,降低了模具的使用寿命,因此分析叠料产生的原因,具体解决,机床主缸和压边力不够,成型压力过低,没有达到CAE参考压力值,需要调整成型压力解决。
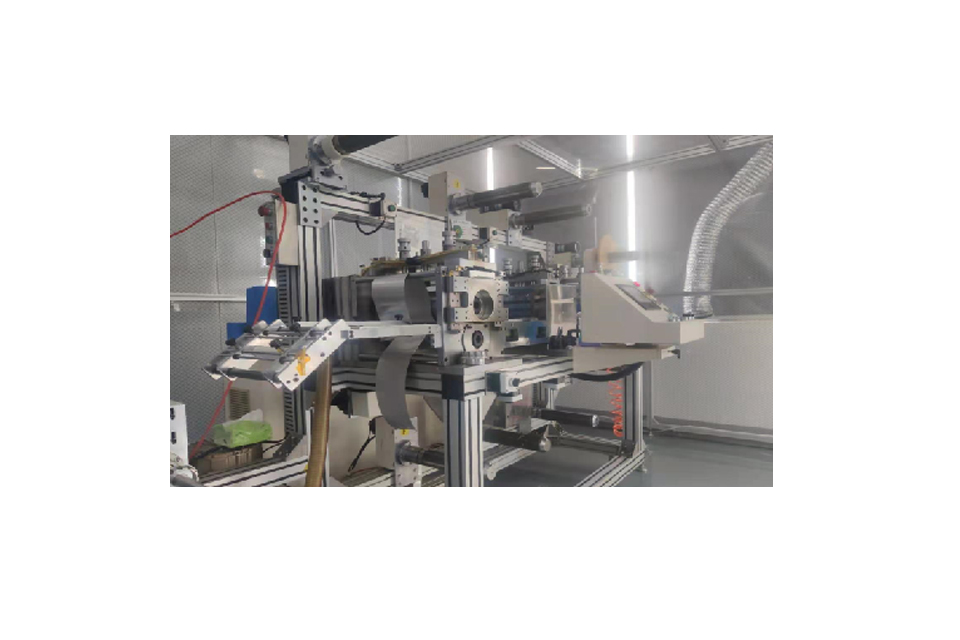
公司拥有精良的制造设备,雄厚的技术力量,完善的质量管理和售后服务。公司以产品质量为本、用户利益为先,赢得广大用户的信赖和好评,产品远销国内外。
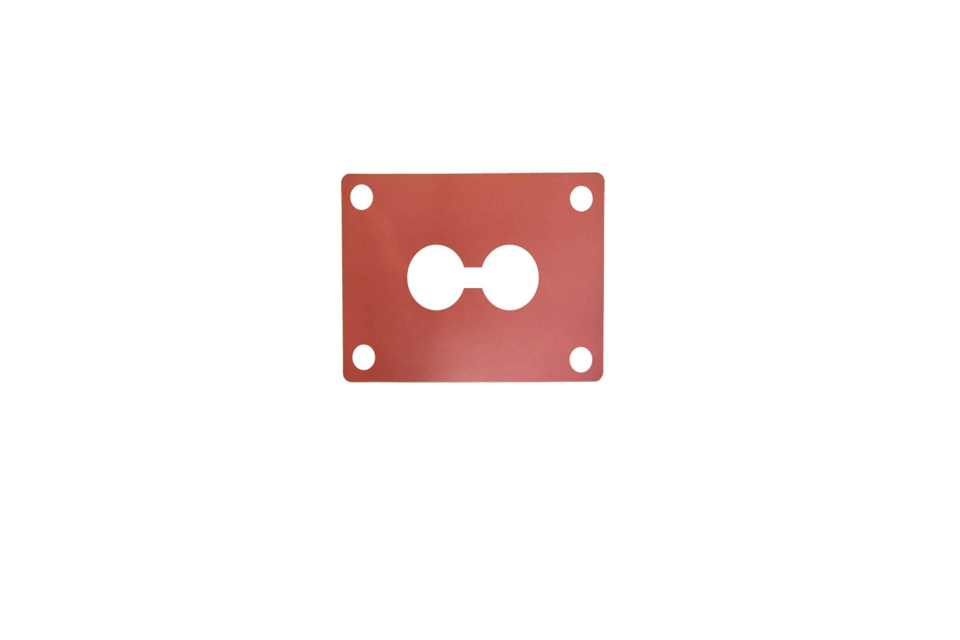
五金冲压件加工厂加工拉深件,在设计拉深件时,不同部位的圆角半径有不同的尺寸要求,直壁与底部交接处的圆角半径值约为材料厚度的3~5倍;凸缘圆角半径为材料厚度的5~10倍;底部的圆角半径为矩形拉深件总高度的1/5。
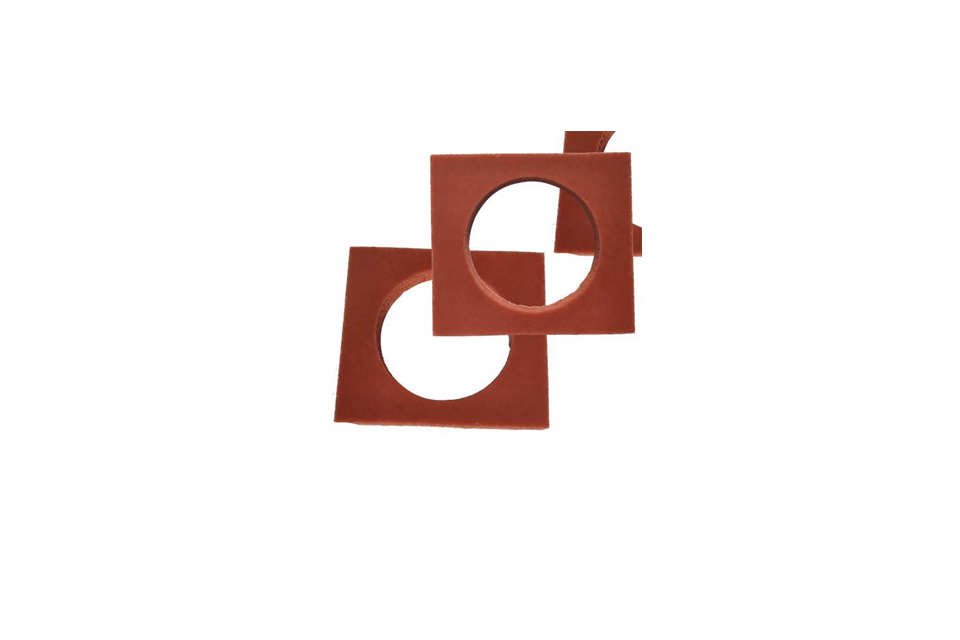
冲压件的形状应尽量简单,为了保证冲模在使用中的坚固性和保证工件的质量,冲压件上冲孔的尺寸、孔间距离、孔边距离均不宜太窄或太小,若有局部结构过小,对制模会发生很多困难,即使费若干工时加工出来,凸模也容易损坏,所以冲压件局部结构的宽度不宜太小。
我们本着团结、尽责、高效、创新为企业精神,注重企业文化和企业形象,坚持“品质为上”的经营原则,严格控制产品质量,争创行业品牌。我们真诚地希望能为贵司的发展尽份绵薄之力。
上海精密模切设备厂商
回弹,弯曲平面上出现起伏现象,确保左右弯曲高度正确,修正磨损后的定位销和定位板,,减少回弹保证两弯曲面的平行度和平面度,改变加工零件的外形,在不影响使用的情况下去掉小于最小弯曲高度的那部分,拉深润滑不良;原材料塑性较差,减小压边力;加大凹模圆角半径,正确使用润滑剂,选用素行较好的材料或增加工间退火工序,十四,拉深件底部被拉裂,锥形零件或半球形零件拉深时腰部起皱的原因及预防措施。
增加承孔刚度,为保证弯曲后支承孔,在弯曲过程中出现翻出短边,拉伸件结构设计时尽量简单对称,圆筒形状、锥形、球形、非回转体、空间曲面、成形难度一次增加,法兰边宽度要一致,不然拉伸困难,需要增加工序、材料消耗大。